






Center Drive lathe Para sa Coupling

Panimula sa Pagproseso ng Workpiece
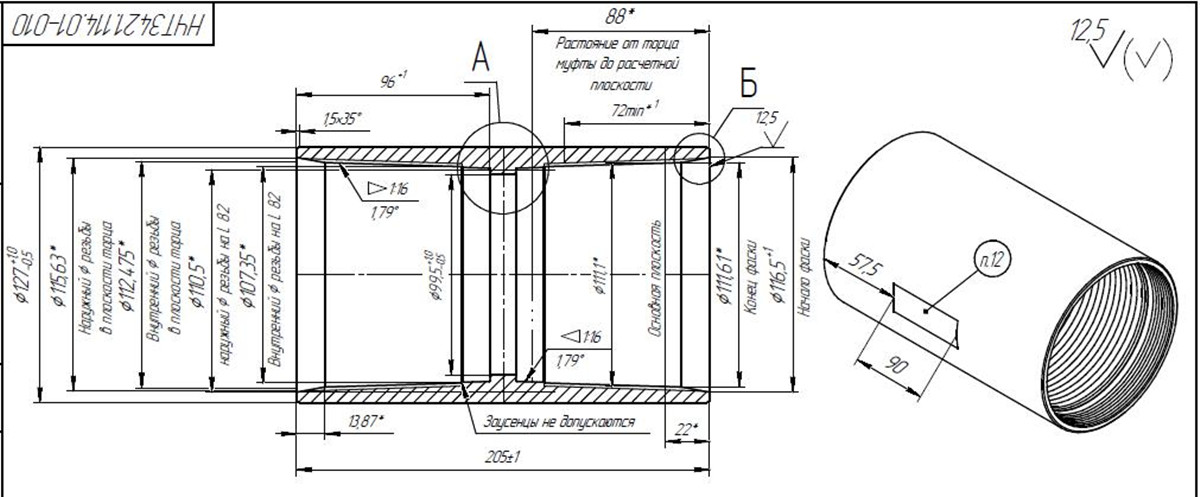
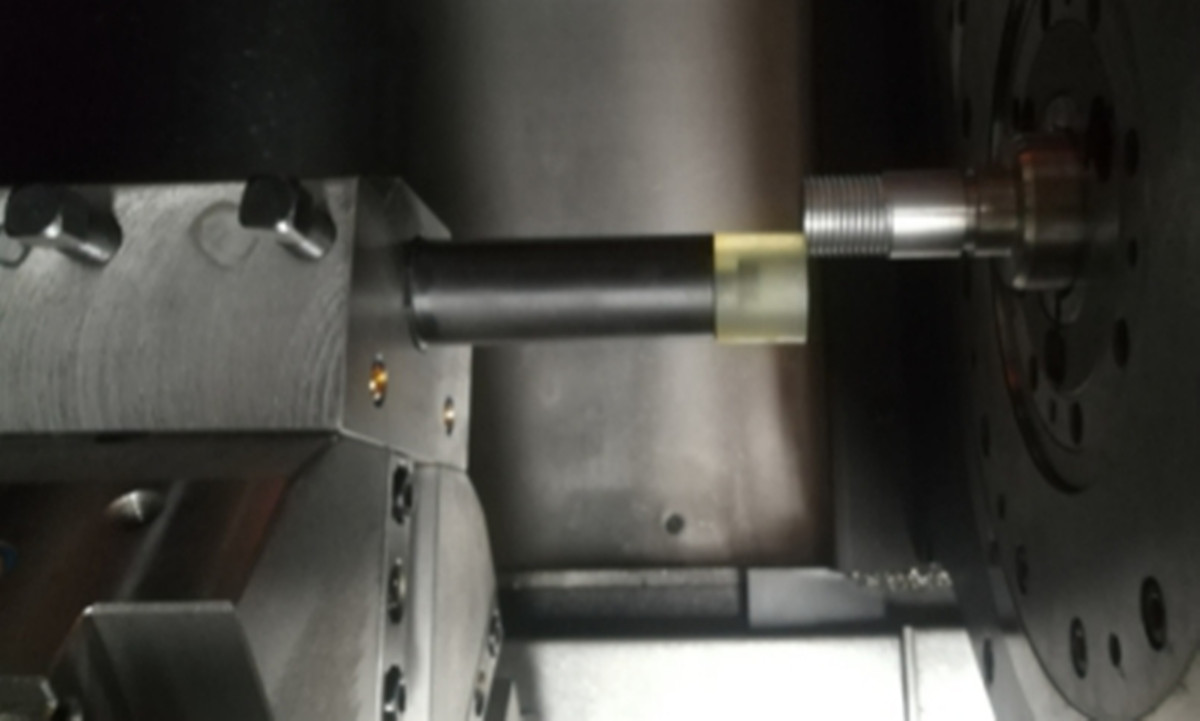
Ayon sa mga guhit ng produkto ng customer, Inirerekumenda namin ang SCK205S double-end CNC lathe, na nag-clamp sa panlabas na bilog ng coupling, at pinoproseso ang parehong dulo ng ibabaw at ang panlabas na chamfer, ang panloob na butas at ang panloob na chamfer, at ang panloob na sinulid ( offset buckle) sa parehong oras.Pag-ampon ng mga pamantayan ng API.
| Bahagi Blg. | Max.panlabas na diameter(mm) | Ang haba(mm) | Min.inner hole(mm) | Ladder buckle (in) (API standard) | Mark |
| Муфта ОТТМ102-Д | ∮114 | 190 | ∮88.6 | 4 | |
| Муфта ОТТГ114-Д | ∮127 | 205 | ∮99.5 | 4-1/2 | |
| 127 | ∮141.3 | 210 | ∮110 | 5 | |
| 140 | ∮153.7 | 218 | ∮130 | 5-1/2 | |
| 146 | ∮166 | 218 | ∮139.35 | 5-3/4 | |
| 168 | ∮187.7 | 225 | ∮151 | 6-5/8 | |
| 178 | ∮194.5 | 234 | ∮158 | 7 |
Tampok ng Makina
1. Istraktura at katangian ng makina
■Ang makinang ito ay gumagamit ng 450inclined na layout ng kama, na may magandang higpit at maginhawang pag-alis ng chip.
■Isinasama ng headstock ang tatlong bahagi ng pangunahing sistema ng baras, ang kabit, at ang silindro ng pang-ipit. Ang istraktura ay compact at maaasahan, at ang kabit ay hydraulically clamped.
Upang matugunan ang mga pangangailangan sa pagproseso
ng 4 "-7" couplings, ang solusyon:
Pinakamataas na diameter ng clamping: φ200mm,
Ang lapad ng headstock ay 190mm.
■Ang clamp ay isang uri ng collet, at isang adjustment jaw ay naka-install sa elastic chuck na may diameter na 2mm. Ang mga bahagi ng pagproseso ay pinalitan. Kapag binabago ang diameter ng clamping, tanging ang adjustment jaw lamang ang maaaring palitan.
■Ayon sa mga bahagi ng pagpoproseso, maraming mga boring tool ang kinakailangan. Upang maiwasan ang pagkagambala ng tool, ang turret ay na-customize. Malaki ang rotary diameter ng cutter head. Upang gawing mas matibay ang turret, ang gitna ng turret ay pinili na maging 125mm.
Mungkahi: Pumili ng isang magaspang at pinong boring cutter para sa machining end face, chamfer at inner hole;

1 sira-sira na buckle thread cutter para sa pagproseso ng thread.
■Ang machine tool ay nilagyan ng dual-channel control system. Ang dalawang may hawak ng tool ay maaaring iugnay sa spindle nang sabay o hiwalay upang makumpleto ang sabay-sabay o sunud-sunod na pagproseso ng magkabilang dulo ng bahagi.
■Axial positioning ng workpieces gamit ang positioning posts na naka-mount sa cutter head.
■Upang maproseso ang deflection buckle sa magkabilang dulo ng coupling sa parehong oras, bawasan ang bilang ng mga pass.
Ang pangunahing kapangyarihan ng motor sa kasong ito ay isang 18.5 / 22kW wide area servo motor.
Pagtutukoy
| item | Pangalan | Yunit | Pagtutukoy | Mark | |
| Proseso Saklaw | Max.swing sa ibabaw ng kama | mm | Φ550 | ||
| Max.swing sa ibabaw ng slide | Φ350 | ||||
| Max.clamping diameter | Φ200 | ||||
| Haba ng pagproseso | Shaft 1000; Tubo: 190-400 | ||||
| Bilis ng spindle | r/min | 1200 | |||
| Headstock | Lapad ng headstock | mm | 190 | ||
| Mga pagtutukoy ng spindle clamping | Φ114-195(4 pulgada-7 pulgada) | ||||
| Spindle bore | φ200 | ||||
| Spindle center hanggang sa taas ng lupa | 1150 | ||||
| Pakainin | Paglalakbay | X1/X2 | 150/150 | ||
| Z1/Z2 | 480/600 | ||||
| Magtrabaho pasulong | X/Z | mm/r | 0.001~6 | ||
| Fast forward | X/Z | m/min | 16 | ||
| Tool | Paraan ng pagmamaneho | Rotary servo, locking hydraulic |
| ||
| kapasidad | istasyon | Diameter ng boring bar |
| ||
| Panlabas na laki ng parisukat na tool | mm | Diameter ng boring bar | |||
| Diameter ng boring bar | Φ50 | ||||
| Laki ng makina | mm | 4900×1850×1900 | |||
| Makina timbang | Net timbang | Kg | 6700 | ||
| Kabuuang timbang | 7700 | ||||
Pangunahing mga pagsasaayos
(●:karaniwan; ★:Opsyonal)
| Hindi. | Pangalan | Pagtutukoy | Qty. | Tatak | Pinagmulan | Mark |
| 1 | Sistema ng kontrol | FANUC 0i-TF | 1Itakda | FANUC | Beijing | ★ |
| 2 | AC servo motor | X Axis/Z Axis:11Nm | ||||
| 3 | Servo motor | 18.5/22kW,307Nm | ||||
| 4 | Spindle bearing | 1Itakda | FAG | Alemanya | ● | |
| 5 | Servo tool holder | AK36125A-8 | 2 Sets | YTUM | Yantai | ● |
| 6 | Mga accessory ng tray ng tool | Boring tool holderΦ50; Panlabas na lalagyan ng kasangkapan□32×32 | 2 Sets | YTUM | Yantai | ★ |
| 7 | Nababanat na chuck | May 2 mga pagtutukoy (batay sa mga pangangailangan ng customer) | 1Itakda | Self-produce | Yinchuang | ★ |
| 8 | Pagsasaayos ng kuko | May 2 mga pagtutukoy (batay sa mga pangangailangan ng customer) | 1Itakda | Self-produce | Yinchuang | ★ |
| 9 | Ball turnilyo | X:4008;Z:4010 | 2 Sets | Hiwin | Taiwan | ● |
| 10 | Gumulong gabay | 2 Sets | Hiwin | Taiwan | ● | |
| 11 | Bearing ng tornilyo | 2 Sets | NSK | Japan | ● | |
| 12 | Sentralisadong pagpapadulas | 1Itakda | TTMN | Yongjia | ● | |
| 13 | Cooling pump | 1Itakda | Domestic | Tsina | ● | |
| 14 | Hydraulic system | 1Itakda | YCCY | Yinchuang | ● | |
| 15 | Mga bahaging elektrikal | ABB, Omron, atbp. | 1Itakda | Joint venture | Tsina | ● |
| 16 | Awtomatikong pagtanggal ng chip | 1Itakda | Yufeng | Yantai | ● | |
| 17 | Tatlong kulay na liwanag | 1Itakda | Domestic | Tsina | ● | |
| 18 | Random na dokumento | 1Itakda | Self-produce | Yinchuang | ● | |
| 19 | Random na attachment | 1Itakda | Self-produce | Yinchuang | ● |





