GM5X-I 5-axis CNC Grinding Machine
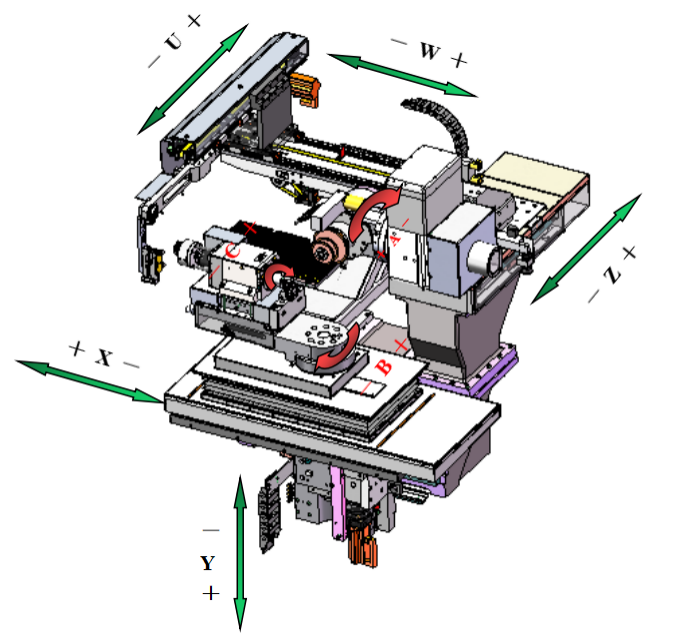
Pangunahing istraktura diagram ng makina
Saklaw ng aplikasyon
Gumagawa ang makinang ito ng end milling cutter at drills, na angkop para sa pagproseso ng matigas na haluang metal at mga high-speed na materyales na bakal.
Mga siklo ng paggawa at paggiling muli ng tool
Mga karaniwang end mill: grooving, backing, rake sharpening, bottom edge sharpening, digitization, regrinding.
1. Mga teknikal na pagtutukoy
| № | Nilalaman | Kinakailangan | Numero | Yunit |
| 1.1 | Mga Dimensyon ng Workpiece | |||
| 1.1.1 | Haba ng clamping | ≤ | 230 | mm |
| 1.1.2 | Clamping diameter | sa pagitan | 2-20 | mm |
| 1.1.3 | Ang haba ng paggiling | ≤ | 150 | mm |
| 1.1.4 | Paggiling diameter | sa pagitan | 0.3-12 | mm |
| 1.2 | Paggiling Spindle | |||
| 1.2.1 | Uri ng drive | tumpak | direktang pagmamaneho | - |
| 1.2.2 | kapangyarihan | na-rate na kapangyarihan | 13.6 | kW |
| 1.2.3 | Paglamig | tumpak | Pinalamig ng langis | - |
| 1.2.4 | Kontrol ng bilis ng paggiling ng gulong | tumpak | Stepless-speed | - |
| 1.2.5 | Bilis | sa pagitan | 0-10000 | rpm |
| 1.2.6 | Bilang ng mga spindle grinding head | tumpak | 2 | mga pcs |
| 1.3 | Nakakagiling na gulong | |||
| 1.3.1 | diameter | ≤ | 150 | mm |
| 1.3.2 | Pinakamataas na bilang ng mga nakakagiling na gulong sa bawat suliran | ≤ | 4 | mga pcs |
| 1.3.3 | Ang diameter ng spindle ng mga gulong sa paggiling | tumpak | 25 | mm |
| 1.3.4 | Kinokontrol ng programa ang supply ng coolant | tumpak | Oo | - |
| 1.3.5 | Bilang ng mga coolant nozzle | ≥ | 3 | mga pcs |
| 1.4 | Workpiece clamping system | |||
| 1.4.1 | Clamping system | tumpak | Hydraulic, awtomatiko | - |
| 1.4.2 | Clamping collet | tumpak | SCHAUBLIN W20 | - |
| 1.4.3 | Uri ng drive | tumpak | direktang pagmamaneho | - |
| 1.5 | Mga parameter ng axis | |||
| 1.5.1 | Uri | tumpak | linear | - |
| 1.5.2 | X-axis na paglalakbay | ≤ | 280 | mm |
| 1.5.3 | Z-axis na paglalakbay | ≤ | 130 | mm |
| 1.5.4 | paglalakbay sa Y-axis | ≤ | 230 | mm |
| 1.5.5 | XYZ axis resolution | tumpak | 0.0001 | mm |
| 1.5.6 | Bilis ng XYZ axis | ≤ | 10 | m/min |
| 1.5.7 | A-axis na paglalakbay | ≤ | 360 | degree |
| 1.5.8 | A-axis resolution | tumpak | 0.0001 | degree |
| 1.5.9 | Bilis ng A-axis | ≤ | 300 | rpm |
| 1.5.10 | B-axis na paglalakbay | ± | 210 | digri |
| 1.5.11 | B-axis bilis | ≤ | 12 | rpm |
| 1.6 | Sistema ng paglo-load at pagbabawas | |||
| 1.6.1 | Sistema ng paglo-load at pagbabawas | tumpak | Uri ng truss na robotic arm | - |
| 1.6.2 | Bilang ng mga tray | tumpak | 2 | mga pcs |
| 1.6.3 | Awtomatikong pag-load at pag-unload ng work-piece diameter | sa pagitan ng | 2-12 | mm |
| 1.6.4 | Awtomatikong paglo-load at pagbabawas ng haba ng work-piece | ≤ | 40-200 | mm |
| 1.6.5 | Pinakamataas na bilang ng mga workpiece | ≤ | 300 | mga pcs |
| 1.6.6 | Software | tumpak | Oo | - |
| 1.7 | Iba pang mga bahagi | |||
| 1.7.1 | Kakayahang makakita ng mga workpiece sa mga tool sa makina | tumpak | Oo | - |
| 1.7.2 | Sentralisadong awtomatikong sistema ng pagpapadulas | tumpak | Oo |
|
| 1.7.3 | Tricolor signall lamp | tumpak | Oo | - |
| 1.8 | Opsyonal | |||
| 1.8.1 | Mga kagamitan sa paghihiwalay ng ambon ng langis | tumpak | Opsyonal | - |
| 1.9 | Kontrolin | |||
| 1.9.1 | Sistema ng kontrol | tumpak | NUCN-IM8+ | - |
| 1.9.2 | Panel ng operasyon | tumpak | Pindutin ang screen | - |
| 1.9.3 | Digital control axis | tumpak | Oo | - |
| 1.9.4 | Pagpapakita ng kulay | tumpak | Oo | - |
| 1.9.5 | Laki ng Display | tumpak | 19 | pulgada |
| 1.10 | Tool grinding software module | |||
| 1.10.1 | Mga simpleng milling cutter | tumpak | Oo | - |
| 1.10.2 | Mga simpleng drill | tumpak | Oo | - |
| 1.10.3 | Probe awtomatikong detection mode | tumpak | Oo | - |
| 1.11 | Mga parameter ng elektrikal ng kagamitan | |||
| 1.11.1 | Boltahe | tumpak | 380±10% | V |
| 1.11.2 | Dalas | tumpak | 50±10% | Hz |
| 1.11.3 | kapangyarihan | ≤ | 25 | KW |
| 1.12 | Mga sukat | |||
| 1.12.1 | Ang haba | ≤ | 2 000 | mm |
| 1.12.2 | Lapad | ≤ | 2 800 | mm |
| 1.12.3 | taas | ≤ | 2 200 | mm |
| 1.12.4 | Kalidad | ≤ | 4 750 | kg |
2. Listahan ng karaniwang pagsasaayos
| № | Nilalaman | Modelo | Tatak | Numero | ||
| 2.1 | Tool sa makina | |||||
| 2.1.1 | X-axis configuration | |||||
| 2.1.1.1 | - Tornilyo baras | Customized | NSK | 1pcs | ||
| 2.1.1.2 | - Riles | 1×MR25-A2-760-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2pcs | ||
| 2.1.2 | configuration ng Y-axis | |||||
| 2.1.2.1 | - Tornilyo baras | Customized | NSK | 1pcs | ||
| 2.1.2.2 | - Riles | 1×MR35-C2-600-20-20-G2-V2+MRK | SCHNEEBERGER | 2pcs | ||
| 2.1.3 | configuration ng Z-axis | |||||
| 2.1.3.1 | - Tornilyo baras | Customized | NSK | 1pcs | ||
| 2.1.3.2 | - Riles | 1×MR25-A2-850-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2pcs | ||
| 2.1.4 | A-axis configuration | |||||
| 2.1.4.1 | - Angle encoder | ECN113 | HEIDENHAIN | 1pcs | ||
| 2.1.4.2 | - Direktang drive ng motor | MSP-1000-2-002-158 | HIWIN | 1pcs | ||
| 2.1.5 | B-axis turntable | Customized | GuTian | 1pcs | ||
| 2.1.6 | Permanenteng magnet double head electric spindle | Na-rate na kapangyarihan 7.1KW | Chuangyun | 1 pcs | ||
| 2.1.7 | Tatlong axis truss manipulator | - | Chuangyun | 1pcs | ||
| 2.1.8 | Tray | 148-LP-D4 | Chuangyun | 2pcs | ||
| 2.1.9 | Tray | 148-LP-D6 | Chuangyun | 2pcs | ||
| 2.1.10 | Tray | 148-LP-D8 | Chuangyun | 2pcs | ||
| 2.1.11 | Clamping panga | D0.5-3.2/D3.0-7.0/D7-13 | Chuangyun | 1 set | ||
| 2.1.12 | Mataas na katumpakan ng V-block | (3-5) | Chuangyun | 1pcs | ||
| 2.1.13 | Mataas na katumpakan ng V-block | (5-7) | Chuangyun | 1pcs | ||
| 2.1.14 | Mataas na katumpakan ng V-block | (6-12) | Chuangyun | 1pcs | ||
| 2.1.15 | Collet | D4W20 (80-00004) | SCHAUBLIN | 1pcs | ||
| 2.1.16 | Probe | TS150 | HEIDENHAIN | 1pcs | ||
| 2.1.17 | Grinding wheel rod(mahaba) | 119×∅31.75×∅96mm | Chuangyun | 1pcs | ||
| 2.1.18 | Grinding wheel rod (maikli) | 87×∅31.75×∅96mm | Chuangyun | 1pcs | ||
| 2.1.19 | Air conditioning | - | YUEDE | 1pcs | ||
| 2.1.20 | Tricolor signall lamp | DC24V | Schneider | 1pcs | ||
| 2.1.21 | Flowmeter | SI5000 | IFM | 1pcs | ||
| 2.1.22 | Magmaneho ng partikular na power supply | 15KW | NEWCOM | 1pcs | ||
| 2.1.23 | Grupo ng balbula ng electromagnetic | M4GE280R-CX-E20D-5-3 | CKD | 1 set | ||
| 2.1.24 | X, Y, Z-axis awtomatikong sistema ng pagpapadulas | - | Taiwan | 1 set | ||
| 2.2 | Configuration ng CNC system | |||||
| 2.2.1 | BOXPC | IMPC00S/P1 | Newcon | 1pcs | ||
| 2.2.2 | Power filter | AGOFIL024A | NUM | 1pcs | ||
| 2.2.3 | Power filter | AGOFIL001S | NUM | 1pcs | ||
| 2.2.4 | Paglaban | AGORES008 | NUM | 1pcs | ||
| 2.2.5 | Pangunahing supply ng kuryente ng system | MDLL3015N00AN0I | NUM | 1pcs | ||
| 2.2.6 | Servo driver | MDLUX021B1CAN0I | NUM | 4pcs | ||
| 2.2.7 | B-axis servo motor | ZLS1002-H60-D3M1-NNSB-D16E40 | NUM | 1pcs | ||
| 2.2.8 | A-axis motor | MSP-1000-2-002-158 | NUM | 1pcs | ||
| 2.2.9 | Y-axis servo motor | ZLS1454-H30-DCM1-SNSB-D24E50 | NUM | 1pcs | ||
| 2.2.10 | X/Z-axis servo motor | ZLS1153-H30-D3M1-NNSB-D19E40 | NUM | 2pcs | ||
| 2.2.11 | U/W axis servo driver | ZLS0754-H60-D2M1-SNSB-D14E30 | NUM | 2pcs | ||
| 2.2.12 | V-axis servo motor | ZLS0754-H60-D2M1-SNSB-D14E30 | NUM | 1pcs | ||
| 2.2.13 | Coupler | EX-1100 | Newcon | 1pcs | ||
| 2.2.14 | Input | EX-210H | Newcon | 2pcs | ||
| 2.2.15 | Output | EX-310H | Newcon | 2pcs | ||
| 2.2.16 | Analog input module | EX-4054 | Newcon | 1pcs | ||
| 2.2.17 | Terminator | EX-TRE01 | Newcon | 1pcs | ||
| 2.2.18 | Panel ng operasyon | IMOP4106/H | Newcon | 1pcs | ||
| 2.2.19 | NCK | IM8+ | Newcon | 1pcs | ||
| 2.2.20 | NCK | IMSO100006 | Newcon | 1pcs | ||
| 2.2.21 | NCK | IMSO100008 | Newcon | 1pcs | ||
| 2.2.22 | NCK | IMSO100012 | Newcon | 1pcs | ||
| 2.2.23 | NCK | IMPA100586 | Newcon | 1pcs | ||
| 2.2.24 | NCK | IMSO100373 | Newcon | 1pcs | ||
| 2.2.25 | NCK | IMSO100375 | Newcon | 1pcs | ||
| 2.2.26 | NCK | IMSO100335 | Newcon | 1pcs | ||
| 2.2.27 | NCK | IMSO100519 | Newcon | 1pcs | ||
| 2.2.28 | NCK | IMSO100392 | Newcon | 1pcs | ||
| 2.2.29 | NCK | IMSO100331 | Newcon | 1pcs | ||
| 2.2.30 | NCK | IMSO100535 | Newcon | 1pcs | ||
| 2.2.31 | NCK | IMSO100520 | Newcon | 1pcs | ||
| 2.2.32 | NCK | IMSO100560 | Newcon | 1pcs | ||
| 2.3 | Standard configuration ng tool grinding software | |||||
| 2.3.1 | Simpleng pamutol ng paggiling | Si Chuangyun ay binuo sa sarili | 1pcs | |||
| 2.3.2 | Simpleng drill | Si Chuangyun ay binuo sa sarili | 1pcs | |||
| 2.3.3 | 3D collision checking gamit ang 3D machine simulation | Si Chuangyun ay binuo sa sarili | 1pcs | |||
| 2.3.4 | 3D tool simulation | Si Chuangyun ay binuo sa sarili | 1pcs | |||
| 2.3.5 | Probe awtomatikong pagtuklas | Si Chuangyun ay binuo sa sarili | 1pcs | |||